

Leiterplatten können in allen Formen und Größen geliefert werden, was die Leiterplattenentwickler bei der Konstruktion des Schalttafel-Layouts vor verschiedene Herausforderungen stellt. Um die Bandbreite der möglichen Probleme zu veranschaulichen, stellen wir drei verschiedene Fälle vor, in denen eine schlechte Panelisierung zu Produktionsschwierigkeiten in den Montagebetrieben von Seeed und den nachfolgenden Lösungen führte.
Das Verkleiden eines Entwurfs hat mehrere Vorteile und ist in einigen Fällen für die automatisierte Montage obligatorisch. Das Anschließen mehrerer Kopien einer kleinen Platine zur Herstellung eines größeren Panels kann erforderlich sein, um die Mindestanforderungen an die Größe des Geräts zu erfüllen oder die Handhabung zu vereinfachen. Es reduziert aber auch die benötigten Produktionszyklen und damit die Montagezeit erheblich.
Für die automatisierte Montage benötigen die Leiterplatten Werkzeugränder, die als Schienen dienen, die es ihnen ermöglichen, auf den Förderbändern von Maschine zu Maschine zu fahren. Ohne diese Schienen wäre es schwierig, die Ausrichtung der Bretter zu kontrollieren und sie an Ort und Stelle zu halten. Die Ränder sorgen auch dafür, dass alle Teile der Einzelplatine bei der Montage beidseitig zugänglich sind.
Neben der Größe und Geometrie der einzelnen Platine müssen auch andere Faktoren wie das Layout der Komponenten, die Festigkeit der Platine, das Verfahren zum Entfernen der Platine und die Merkmale der einzelnen Platinen berücksichtigt werden. In unserem ersten Fall wurden beispielsweise die teilweise Überlappung der Audio-Buchse und des Micro-USB-Anschlusses nicht berücksichtigt, sodass es unmöglich war, beide gleichzeitig zusammenzubauen.

Um dieses Problem zu umgehen, wurde die Audiobuchse im ersten Reflow-Schritt weggelassen, die Platinen wurden depanelisiert und dann die Audiobuchse manuell bestückt. Während die Techniker den Termin für dieses Projekt einhalten konnten, hätte der zusätzliche Aufwand in der Entwurfsphase vermieden werden können.
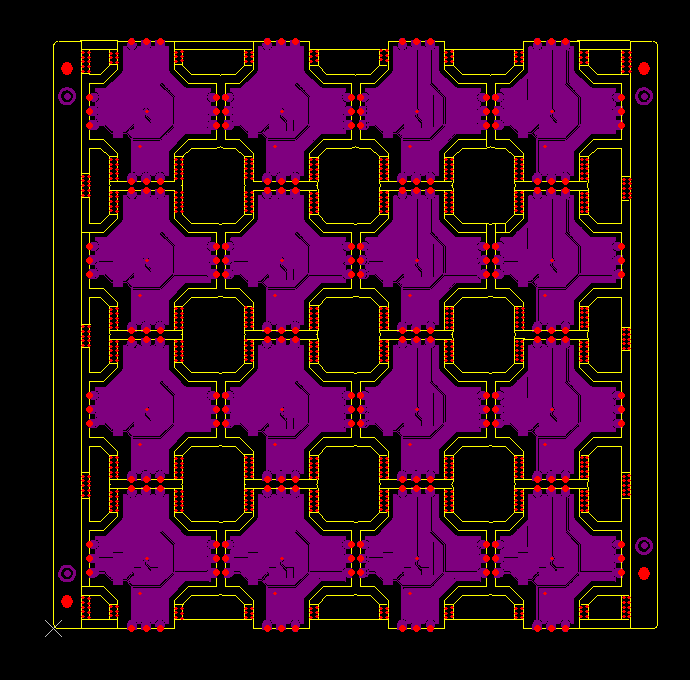
In der Regel sollten überhängende Komponenten keinen V-förmigen Schnitt haben, da dies die Ablöseklinge behindern würde, mit der die Bretter von der Paneelpfostenbaugruppe getrennt werden. Bei diesem speziellen Design kam jedoch die Schwierigkeit hinzu, dass sowohl die Ober- als auch die Unterseite mit Goldkontakten ausgekleidet sind. Diese sollten auch eine saubere, geführte Kante haben, um das Einsetzen in einen Steckverbinder zu erleichtern. Daher ist es nicht möglich, die Bretter einfach zu drehen und die V-Kerbe entlang dieser Kanten zu schneiden. Ein wenig Kreativität und Kompromisse waren erforderlich, woraus das folgende Design resultierte:

Beachten Sie die strategisch platzierten Laschen, die die Bretter auseinanderhalten und dabei so viel Stärke wie möglich beibehalten. Obwohl die Techniker diese Laschen manuell entfernen müssten, ist dies viel schneller und weniger arbeitsintensiv als wenn Sie die Audiobuchsen einzeln anlöten müssten.

In einem anderen Fall wurden zur Herstellung des Paneels einfach Werkzeugränder an der Ober- und Unterseite dieser großen sechseckigen Bretter angebracht. Während der Montage stellten die Ingenieure jedoch fest, dass der Positionshammer der Bestückungsmaschinen die Position der Platine nicht genau oder überhaupt nicht erfassen konnte.
Das Fehlen von PCB-Material an der Vorderkante des Paneels führte dazu, dass der Anschlaghammer gegen eine abgewinkelte Kante stieß und dadurch die Paneele an leicht unterschiedlichen Punkten entlang der Fahrtrichtung anhielt. Diese Variante machte es der Pick-and-Place-Kamera schwer, die Passermarken auf der Platine zu lokalisieren und genau zu positionieren.
Passenderweise wurden überschüssige Materialstücke am vorderen Ende der Platte angebracht, um eine gerade senkrechte Kante für den Hammer bereitzustellen. Zukünftige Plattendesigns ersetzten das Eckmaterial, indem sie sie mit perforierten Laschen verbanden.
Im dritten und letzten Fall wurde ein 3 × 4-Panel aus 2-Kanal-SPDT-Relaismodulplatinen von Grove konstruiert. Die Größe und das Gewicht der Relais führten jedoch dazu, dass die Platte nach unten sank und sich zur Mitte hin bog. Beim Reflow- und Selektivwellenlöten wurden Verbindungsfehler und Plattenverzug beobachtet.
Zu der Zeit half die Optimierung des Programms der Wellenlötmaschine, einige Probleme zu lösen, aber die Qualitätsfehlerrate war immer noch hoch. Anschließend mussten viele defekte Teile manuell nachbearbeitet werden.
In zukünftigen Läufen wurde das Paneel auf ein 2 × 4-Layout reduziert, das klein genug ist, damit das Paneel dem Gewicht der Relais ohne Verformung standhält.
Die drei verschiedenen Fälle verdeutlichen die Bandbreite möglicher Probleme, die sich aus den am wenigsten erwarteten Stellen ergeben, die über PCB Design for Manufacture hinausgehen. Der Konstrukteur muss vom Komponentenlayout über die Gerätefähigkeit bis hin zur Physik des geladenen Paneels nicht nur Software und Hardware, sondern auch Herstellung und Montage verstehen und berücksichtigen. Letzteres nennen wir gerne Design for Assembly - Know-how, das von agilen Herstellern wie Seeed gebündelt wird.
Wie können Designer solche kostspieligen Fehler vermeiden? Obwohl es keine narrensicheren Richtlinien gibt, ist es hilfreich, einige ausgewählte Punkte zu berücksichtigen, wenn Sie ein Panel-Design in Betracht ziehen.
Plattenform: Grundsätzlich sollten die Platten möglichst rechteckig und symmetrisch sein. Andernfalls können Ungleichgewicht und Asymmetrie Schwachstellen in der Platte hervorrufen und Verwerfungen verursachen oder die Beanspruchung in Schwachstellen konzentrieren.
Plattengröße : Für die Größe wird empfohlen, eine Plattengröße von mehr als 50 x 50 mm und weniger als 280 x 280 mm zu wählen. Die Mindest- und Höchstgrößen variieren von Maschine zu Maschine. Die Einhaltung der Abmessungen in diesem Bereich gewährleistet die Kompatibilität mit den meisten Montagelinien und erleichtert die Handhabung der Platten während der Produktion. Bei besonders schweren Bauteilen oder schwachen Leiterplattenverbindungen sind kleinere Paneele besser.
Werkzeugränder: Eine Werkzeugrandbreite von mindestens 5 mm an mindestens zwei gegenüberliegenden Seiten (vorzugsweise entlang der längsten Seiten) wird empfohlen, um die Handhabung zu vereinfachen und die Plattenfestigkeit zu erhöhen. Normalerweise werden für die Maschinenregistrierung Passermarken an den Werkzeugrändern an drei Ecken der Platte hinzugefügt.
Bestückung: V-Schnitte und Stanzlöcher / Laschen sollten nicht in der Nähe von Bauteilen angebracht werden. Durch die Belastung der Platinen beim Ablöten können das Bauteil oder die Lötstelle leicht gebrochen werden. Besonders zerbrechliche Bauteile wie Keramikkondensatoren, die nicht weiter als 5 mm von der Platinenkante entfernt sind, sollten besonders vorsichtig behandelt werden. Bei Verwendung von V-Schnitten kann direkt neben dem Bauteil ein Frässchlitz eingebracht werden, um Spannungsspitzen zu vermeiden.

Die Depaneling-Methode: Die Methode, mit der die Platten nach dem Zusammenbau auseinandergebrochen werden, spielt auch bei frühen Entwurfsentscheidungen eine wichtige Rolle. V-Schnitte? Tabs und Stampflöcher? Manuell? Automatisiert? Wenn Sie zum Beispiel eine Depaneling-Maschine verwenden, sollten die Bretter so beabstandet und ausgelegt sein, dass die Klinge leicht passieren kann, ohne auf Hindernisse zu stoßen. Die Paneele müssen so konstruiert sein, dass sie nach dem Zusammenbau leicht demontiert werden können.
Beim Entgraten von Hand sollten V-Schnitte und Stanzlöcher / -laschen nicht in der Nähe von Bauteilen angebracht werden, da die beim Biegen auf die Platten ausgeübte Spannung das Bauteil oder die Lötstelle leicht zerbrechen kann. Besonders zerbrechliche Bauteile wie Keramikkondensatoren sollten mindestens 5 mm vom V-Ausschnitt oder der Lasche entfernt sein.

Überlegungen zur Leiterplattenherstellung: Ein bemerkenswertes Beispiel: Für die Herstellung von Zierlöchern oder plattierten Halblöchern müssen sich die Löcher entweder an den Außenkanten der Platte befinden (für Tauchplattierungsprozesse) oder verlegt werden (für verlegte Halblöcher). Dies bedeutet häufig, dass diese Kanten reserviert sind und keine V-Schnitte oder Laschen aufweisen. Dies kann das Design des Panels stark beeinflussen. Einige Leute mögen sagen, dass ein quadratisches Brett mit gezackten halben Löchern an allen vier Seiten nicht getäfelt werden kann, aber ein wenig Kreativität legt etwas anderes nahe.
Artikel und Bild aus dem Internet, wenn eine Verletzung pls kontaktieren Sie uns zu löschen.
NeoDen bietet Komplettlösungen für SMT-Montagelinien, einschließlich SMT-Reflow-Ofen, Wellenlötmaschine, Bestückungsmaschine, Lötpastendrucker, Leiterplattenlader, Leiterplattenentlader, Chipmontage, SMT-AOI-Maschine, SMT-SPI-Maschine, SMT-Röntgenmaschine, SMT-Fließbandausrüstung, PCB-Produktionsausrüstung, SMT-Ersatzteile usw. Alle Arten von SMT-Maschinen, die Sie benötigen, bitte kontaktieren Sie uns für weitere Informationen:
Hangzhou NeoDen Technology Co., Ltd.
Web: www.neodentech.com
E-Mail: info@neodentech.com